

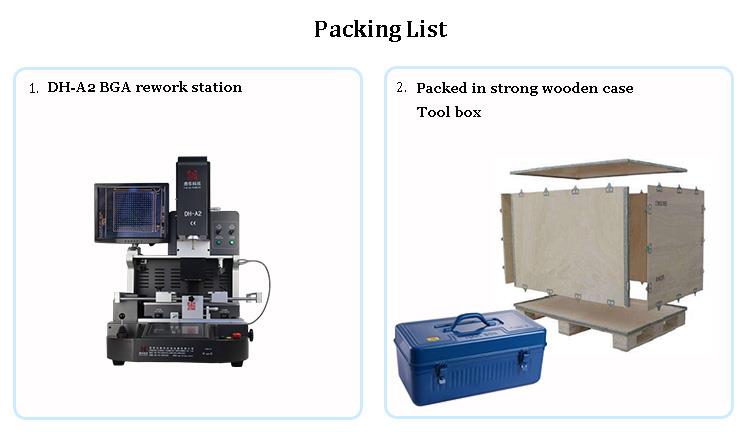
Gorsaf Ailweithio DH-A2 BGA
Hawdd i'w weithredu.
Yn addas ar gyfer sglodion a mamfwrdd o wahanol feintiau.
Cyfradd atgyweirio lwyddiannus uchel.
Disgrifiad
Gorsaf Ailweithio DH-A2 BGA
1.Cymhwyso Gorsaf Ailweithio BGA DH-A2
Yn addas ar gyfer gwahanol PCB.
Mamfwrdd cyfrifiadur, ffôn smart, gliniadur, bwrdd rhesymeg MacBook, camera digidol, cyflyrydd aer, teledu a
offer electronig eraill o ddiwydiant meddygol, diwydiant cyfathrebu, diwydiant ceir, ac ati.
Yn addas ar gyfer gwahanol fathau o sglodion: BGA, PGA, POP, BQFP, QFN, SOT223, PLCC, TQFP, TDFN, TSOP, PBGA, CPGA,
sglodion LED.
Nodweddion 2.Product Gorsaf Ailweithio DH-A2 BGA

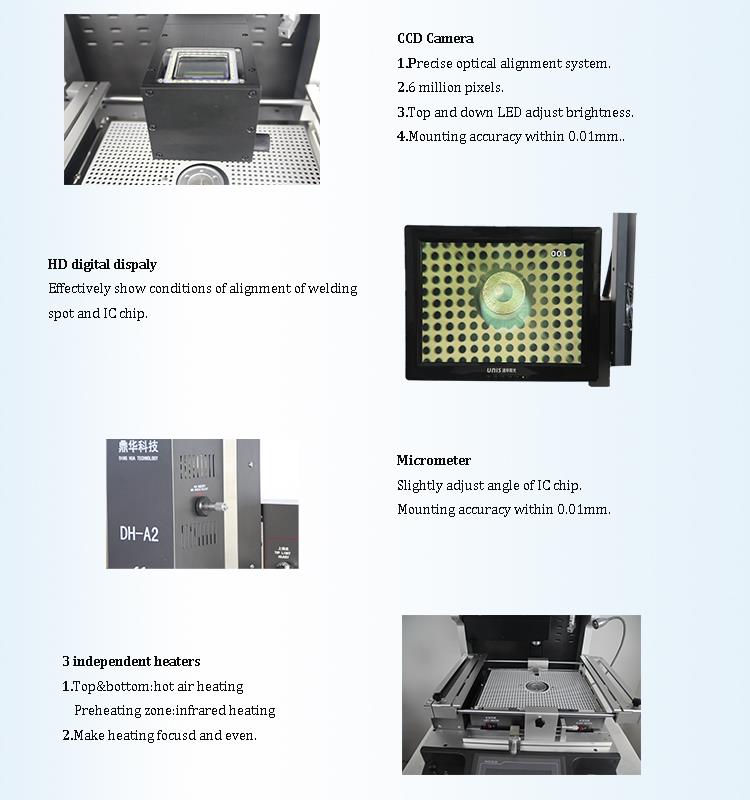
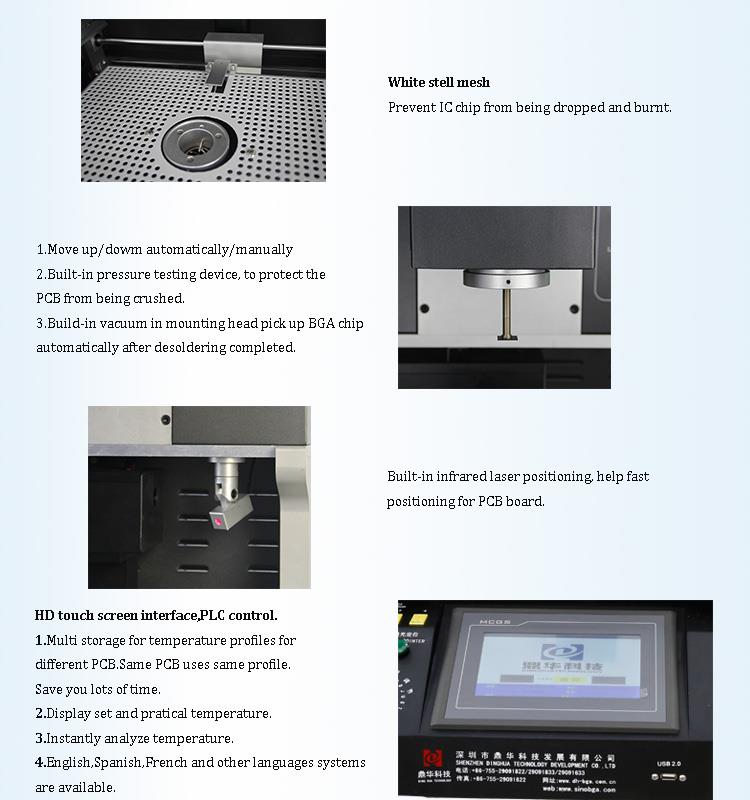
• Desoldering, mowntio a sodro yn awtomatig.
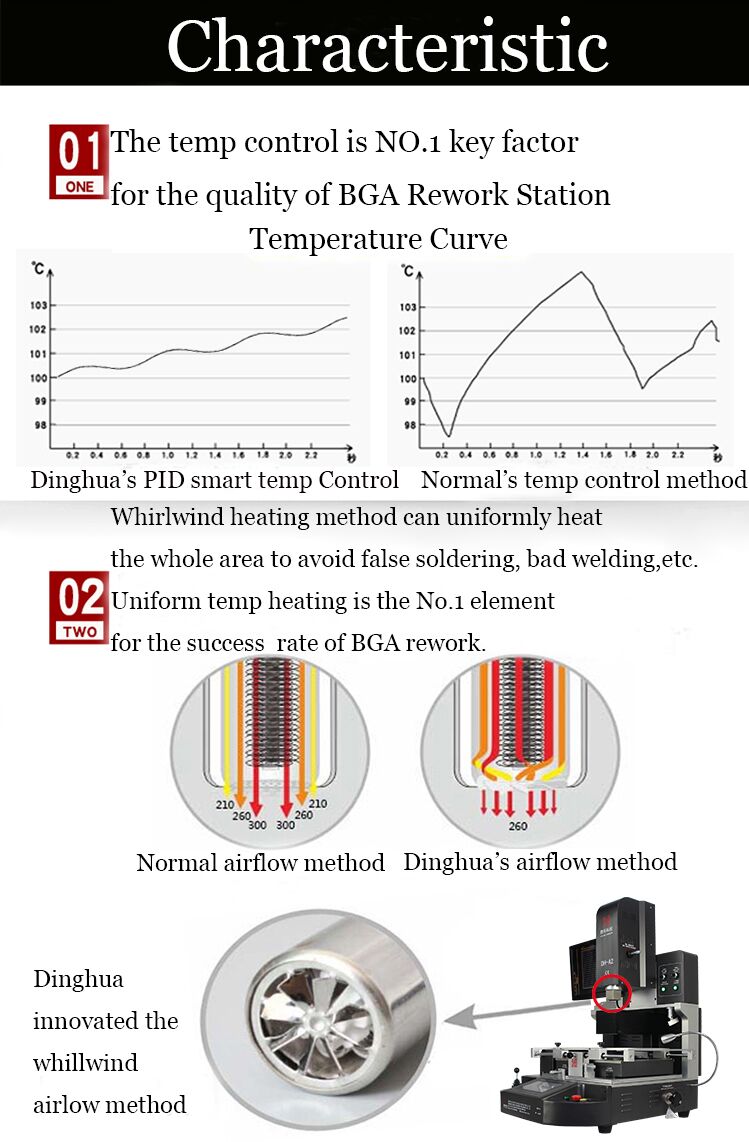
• Nodweddiadol o gyfaint uchel (250 l/mun), gwasgedd isel (0.22kg/cm2), tymheredd isel (220 gradd ) ailweithio'n llwyr
yn gwarantu trydan sglodion BGA ac ansawdd sodro rhagorol.
•Mae defnyddio chwythwr aer math gwasgedd tawel ac isel yn caniatáu rheoleiddio peiriant anadlu tawel, gall y llif aer
cael ei reoleiddio i 250 l/munud yr uchafswm.
• Mae cefnogaeth canolfan gron aml-dwll aer poeth yn arbennig o ddefnyddiol ar gyfer PCB maint mawr a BGA sydd wedi'u lleoli yng nghanol
PCB. Osgoi sodro oer a sefyllfa IC-gollwng.
• Gall proffil tymheredd y gwresogydd aer poeth gwaelod gyrraedd mor uchel â 300 gradd , sy'n hanfodol ar gyfer mamfwrdd maint mawr.
Yn y cyfamser, gellid gosod gwresogydd uchaf fel gwaith cydamserol neu waith annibynnol
3.Specification of DH-A2 BGA Rework Station

4.Manylion Gorsaf Ailweithio DH-A2 BGA

5.Why Dewiswch Ein Gorsaf Ailweithio BGA DH-A2?

6.Tystysgrif Gorsaf Ailweithio DH-A2 BGA
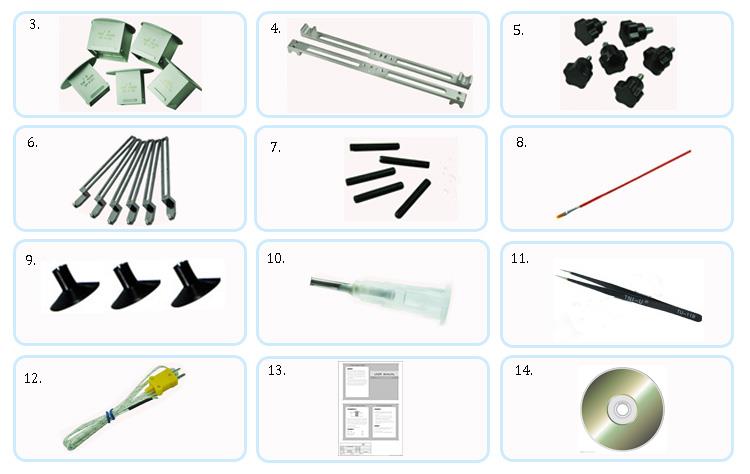
7.Packing & Cludo Gorsaf Ailweithio DH-A2 BGA
8.Gwybodaeth berthynol oGorsaf Ailweithio DH-A2 BGA
•Beth yw egwyddor technoleg proses weldio BGA?
Yr egwyddor o sodro reflow a ddefnyddir mewn sodro BGA. Yma rydym yn cyflwyno mecanwaith reflow peli sodro yn ystod y broses sodro.
Pan fydd y bêl sodr mewn amgylchedd wedi'i gynhesu, rhennir y reflow bêl sodr yn dri cham:
Cynhesu:
Yn gyntaf, mae'r toddydd a ddefnyddir i gyflawni'r gludedd dymunol a'r priodweddau argraffu sgrin yn dechrau anweddu, a rhaid i'r cynnydd tymheredd fod yn araf.
(tua 5 gradd C yr eiliad) i gyfyngu ar berwi a sblasio, i atal ffurfio gleiniau tun bach, ac, ar gyfer rhai cydrannau, i gymharu mewnol
yn pwysleisio. Yn sensitif, os yw tymheredd allanol y gydran yn codi'n rhy gyflym, bydd yn achosi toriad.
Mae'r fflwcs (past) yn weithredol, mae'r camau glanhau cemegol yn dechrau, mae'r fflwcs sy'n hydoddi mewn dŵr (past) a'r fflwcs dim glân (past) i gyd yn cael yr un glanhau
gweithredu, ac eithrio bod y tymheredd ychydig yn wahanol. Mae ocsidau metel a rhai halogion yn cael eu tynnu o'r gronynnau metel a sodr i
cael ei bondio. Mae angen arwyneb "glân" ar gymalau sodro metelegol da.
Wrth i'r tymheredd barhau i godi, mae'r gronynnau solder yn toddi ar wahân yn gyntaf ac yn dechrau'r broses "goleuo" o hylifo a sugno wyneb.
Mae hyn yn gorchuddio pob arwyneb posibl ac yn dechrau ffurfio uniadau sodro.
Adlif:
Mae'r cam hwn o'r pwys mwyaf. Pan fydd gronyn sodro sengl wedi'i doddi'n llwyr, mae'n cyfuno i ffurfio tun hylif. Ar yr adeg hon, tensiwn wyneb
yn dechrau ffurfio wyneb y ffiled sodr os yw'r bwlch rhwng y plwm cydran a'r pad PCB yn fwy na 4 mils (1 mil=milfed Un modfedd),
mae'n debygol iawn bod y pin a'r pad yn cael eu gwahanu oherwydd tensiwn arwyneb, sy'n achosi i'r pwynt tun agor.
Oeri:
Yn ystod y cyfnod oeri, os yw'r oeri yn gyflym, bydd cryfder y pwynt tun ychydig yn fwy, ond ni ddylai fod yn rhy gyflym i achosi straen tymheredd y tu mewn
y gydran.





