



DH-5860 Gorsaf Ailweithio BGA
1.Model: DH-58602.Rheoli sgrin gyffwrdd: Yes3.3 parthau gwresogi annibynnol: Yes4.Micro Llif Awyr Addasu: Ar gyfer pen uchaf
Disgrifiad
DH-5860 Gorsaf Ailweithio BGA
1.Cymhwyso Gorsaf Ailweithio DH-5860 BGA
Mamfwrdd cyfrifiadur, ffôn smart, gliniadur, bwrdd rhesymeg MacBook, camera digidol, cyflyrydd aer, teledu a
offer electronig eraill o ddiwydiant meddygol, diwydiant cyfathrebu, diwydiant ceir, ac ati.
Yn addas ar gyfer gwahanol fathau o sglodion: BGA, PGA, POP, BQFP, QFN, SOT223, PLCC, TQFP, TDFN, TSOP, PBGA, CPGA,
sglodion LED.
Nodweddion 2.Product Gorsaf Ailweithio DH-5860 BGA

• Cyfradd llwyddiant uchel o atgyweirio sglodion.
(1) Rheolaeth tymheredd manwl gywir.
(2) Gall sglodion targed gael eu sodro neu eu dadsoldered tra nad oes unrhyw gydrannau eraill ar PCB yn cael eu difrodi. Dim weldio ffug
neu weldio ffug.
(3) Mae tri maes gwresogi annibynnol yn cynyddu tymheredd yn raddol.
(4) Dim difrod i sglodion a PCB.
• Gweithrediad syml
Mae dyluniad dynoledig yn gwneud y peiriant yn hawdd i'w weithredu. Fel arfer gall gweithiwr ddysgu ei ddefnyddio mewn 10 munud. Nac ydw
mae angen profiadau neu sgiliau proffesiynol arbennig, sy'n arbed amser ac ynni i'ch cwmni.
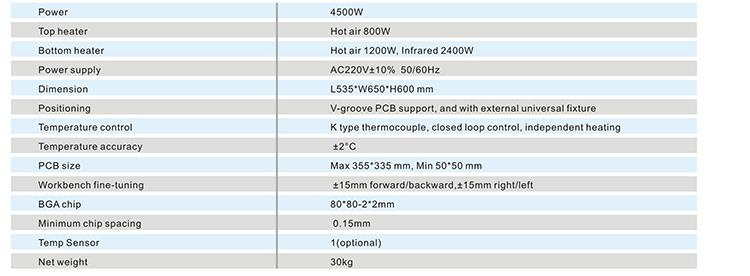
3.Specification of DH-5860 BGA Rework Station
4.Manylion Gorsaf Ailweithio DH-5860 BGA


5.Pam Dewis Ein DH-5860 Gorsaf Ailweithio BGA?


6.Tystysgrif DH-5860 Gorsaf Ailweithio BGA

7.Pacio a Chludo Gorsaf Ailweithio DH-5860 BGA

8.Gwybodaeth gysylltiedig o DH-5860 Gorsaf Ailweithio BGA
Cynhesu - y rhagosodiad o ail-weithio llwyddiannus
Mae'n wir bod prosesu PCBs yn y tymor hir ar dymheredd uchel (315-426 gradd C) yn achosi llawer o broblemau posibl. Difrod thermol, megis
warpage pad a phlwm, delamination swbstrad, smotiau gwyn neu pothellu, afliwiad. Plât warping a llosgi fel arfer yn achosi yr arolygydd
i dalu sylw. Fodd bynnag, yn union oherwydd nad yw'n "llosgi'r bwrdd" nid yw'n golygu "nad yw'r bwrdd wedi'i ddifrodi." Yr "anweledig"
mae difrod i'r PCB o dymheredd uchel hyd yn oed yn fwy difrifol na'r problemau a restrir uchod. Ers degawdau, mae nifer o dreialon wedi digwydd dro ar ôl tro
dangos y gellir "pasio" PCBs a'u cydrannau ar ôl ail-weithio a phrofi, gyda chyfradd pydredd uwch na byrddau PCB arferol. Mae'r
Mae problem "anweledig" o warping mewnol o'r fath yn y swbstrad a gwanhau ei gydrannau cylched yn dod o'r cyfernodau ehangu gwahanol
o wahanol ddeunyddiau. Yn amlwg, nid yw'r problemau hyn yn hunan-amlyg, hyd yn oed heb eu canfod ar ddechrau'r prawf cylched, ond yn dal i lechu yn y PCB
cynulliad.
Er ei fod yn edrych yn dda ar ôl "atgyweirio", mae fel dywediad cyffredin: "Mae'r llawdriniaeth yn llwyddiannus, ond yn anffodus mae'r claf yn marw." Achos yr anferth
straen thermol yw pan fydd y cynulliad PCB ar dymheredd arferol (21 gradd) yn sydyn yn cysylltu â'r haearn sodro gyda ffynhonnell wres o tua 370 gradd C, y
offeryn sodro neu'r pen aer poeth ar gyfer gwresogi lleol, mae gwahaniaeth tymheredd y bwrdd cylched a'i gydrannau tua 349 gradd C. Newid, cynhyrchu
y ffenomen o "popcorn".
Mae ffenomen "popcorn" yn cyfeirio at y ffenomen bod lleithder sy'n bodoli mewn cylched integredig neu SMD y tu mewn i'r ddyfais yn cael ei gynhesu'n gyflym yn ystod y
broses atgyweirio, gan achosi'r lleithder i chwyddo a micro-byrstio neu gracio. Felly, mae angen y diwydiant lled-ddargludyddion a'r diwydiant gweithgynhyrchu bwrdd cylched
personél cynhyrchu i leihau'r amser cynhesu a chodi'n gyflym i'r tymheredd reflow cyn ail-lifo. Mewn gwirionedd, mae'r broses reflow elfen PCB yn barod
yn cynnwys cyfnod cynhesu cyn ail-lif. Ni waeth a yw'r gwaith cydosod PCB yn defnyddio sodro tonnau, cyfnod anwedd isgoch neu sodro reflow darfudiad,
yn gyffredinol mae pob dull yn cael ei gynhesu ymlaen llaw neu ei drin â gwres, ac mae'r tymheredd yn gyffredinol 140-160 gradd . Gellir datrys llawer o broblemau ail-weithio gyda thymor byr syml
preheating PCB cyn sodro reflow. Mae hyn wedi bod yn llwyddiant yn y broses ail-lifo ers sawl blwyddyn. Felly, mae manteision preheating y cynulliad PCB ymlaen llaw
i reflow yn manifold.
Gan fod rhaggynhesu'r plât yn lleihau'r tymheredd ail-lifo, gellir perfformio sodro tonnau, weldio cam IR / anwedd, a sodro ail-lif darfudiad yn
tua 260 gradd.
Mae manteision cynhesu ymlaen llaw yn amlochrog ac yn gynhwysfawr
Yn gyntaf, mae rhaggynhesu neu gydrannau "inswleiddio" cyn cychwyn ail-lif yn helpu i actifadu'r fflwcs, gan dynnu ocsidau a ffilmiau arwyneb o wyneb y metel i fod yn
weldio, yn ogystal â anweddolion o'r fflwcs ei hun. Yn unol â hynny, mae glanhau'r fflwcs actifedig ychydig cyn ail-lifo yn gwella'r effaith wlychu. Mae preheating yn cynhesu'r
cynulliad cyfan i dymheredd islaw pwynt toddi y sodr a'r reflow. Mae hyn yn lleihau'n fawr y risg o sioc thermol i'r swbstrad a'i gydrannau.
Fel arall, bydd gwresogi cyflym yn cynyddu'r graddiant tymheredd o fewn y cynulliad ac yn creu sioc thermol. Mae'r graddiannau tymheredd mawr a grëwyd o fewn y
Bydd y cynulliad yn creu straen thermo-mecanyddol sy'n achosi i'r deunyddiau ehangu thermol isel hyn freinio, gan achosi cracio a difrod. gwrthyddion sglodion UDRh a
mae cynwysyddion yn arbennig o agored i sioc thermol.
Yn ogystal, os yw'r cynulliad cyfan wedi'i gynhesu ymlaen llaw, gellir lleihau'r tymheredd reflow a lleihau'r amser ail-lif. Os nad oes preheating, yr unig ffordd yw
i gynyddu'r tymheredd reflow ymhellach, neu i ymestyn yr amser reflow. Pa bynnag ddull nad yw'n addas, dylid ei osgoi.
Mae llai o atgyweiriadau yn gwneud byrddau'n fwy dibynadwy
Fel cyfeiriad ar gyfer y tymheredd sodro, mae'r dull sodro yn wahanol, ac mae'r tymheredd sodro yn wahanol. Er enghraifft, mae'r rhan fwyaf o'r sodro tonnau
mae'r tymheredd tua 240-260 gradd C, mae'r tymheredd sodro cam anwedd tua 215 gradd C, ac mae'r tymheredd sodro reflow tua 230 gradd C. A siarad yn gywir,
nid yw'r tymheredd ail-weithio yn uwch na'r tymheredd reflow. Er bod y tymheredd yn agos, nid yw byth yn bosibl cyrraedd yr un tymheredd. Mae hyn oherwydd
dim ond gwresogi cydran leol sydd ei angen ar bob proses ail-weithio, ac mae reflow yn gofyn am wresogi'r cynulliad PCB cyfan, boed yn IR sodro tonnau neu gyfnod anwedd
sodro reflow.
Ffactor arall sy'n cyfyngu ar y tymheredd ail-lifo wrth ail-weithio yw gofyniad safon y diwydiant bod tymheredd y cydrannau o amgylch y pwynt ail-weithio
ni ddylai fod yn fwy na 170 gradd. Felly, dylai'r tymheredd reflow yn ystod ail-weithio fod yn gydnaws â maint y cynulliad PCB ei hun a maint y gydran
i'w ail-lifo. Gan ei fod yn ei hanfod yn ail-waith rhannol o'r PCB, mae'r broses ail-weithio yn cyfyngu ar dymheredd cynnal a chadw'r PCB. Ystod gwresogi y lleol
mae ail-weithio yn uwch na'r tymheredd yn y broses gynhyrchu i wrthbwyso amsugno gwres y cynulliad bwrdd cyfan.
Yn yr ystyr hwn, nid oes rheswm digonol o hyd i nodi na all tymheredd ail-weithio'r bwrdd cyfan fod yn uwch na'r tymheredd ail-lif yn y cynhyrchiad
broses, gan nesáu at y tymheredd targed a argymhellir gan y gwneuthurwr lled-ddargludyddion.





